

准确表征和直观显示材料内部应力场是分析结构力学行为、研究其失效破坏过程的基础。光测力学是实验力学的重要分支之一,其结合现代光学方法进行物体力学参数的测量与表征,如表征应力场的光弹性法、表征变形场的几何云纹法、云纹干涉法、数字图像相关法等。其中,作为一种能够直观显示材料内部全场应力分布的方法,光弹性法测试技术的发展在工程应用中备受重视。目前,光弹性法已成为光测力学方法教学中的重要内容[1-2]。光弹性法是建立在诺埃曼-麦克斯韦应力-光学定律基础上的应力分析方法[3]。该方法主要利用光敏树脂材料的暂时双折射效应,即当处于偏振光场中的模型受力时,偏振光穿过模型,沿不同的折射方向传播,在不同折射方向上形成的光程不同[4-5]。当不同折射方向的光线穿过检偏镜后,在检偏镜光轴方向上发生干涉,便形成光弹条纹,这些条纹可以表示不同折射主轴方向上的光程差信息,根据应力-光学定律便可将光程差转化为主应力差和主应力方向信息[6],进而可以直观地显示二维和三维模型中全场应力的分布状态。根据测量模型的不同,可以将其分为二维光弹性法和三维光弹性法,其中,二维光弹性法以其操作简单,光弹条纹直观可视等优点,已成为测试方法的核心教学内容之一。
光弹性法主要分为如下三个步骤[5,7]。(1)模型制备,即基于几何相似条件,设计真实物体的相似模型,利用环氧树脂、聚碳酸酯等具有暂时双折射效应的透明树脂材料浇铸模型,模型成型后,进行退火处理,消除模型内部的残余应力;(2)光弹条纹形成,即将光弹模型置于光弹性光路中,根据真实物体的边界条件施加模型边界载荷,得到模型内部的光弹性条纹图;(3)应力场提取,即基于条纹分析技术,如相移法、载波法等,处理光弹性条纹图,得到模型内部的应力场信息。其中,光弹性模型的成功制备是光弹性法得以应用的前提。目前,一般采用传统光弹性浇铸方法制备模型,存在制作周期长,成本高,模型残余应力大,难以制备内嵌复杂结构的模型等问题,相关问题限制了光弹性法的发展、应用[8-11]。同时,传统光弹性模型制备多以环氧树脂为原料,加入固化剂、增塑剂等材料,浇铸固化成型,模型制作过程中,会产生有较强刺激性气体,不利于在课堂教学中直接展示和应用[4]。
为了简化光弹性模型的制作过程,降低模型的残余应力,提高复杂结构模型的制备能力,促进光弹性方法在实验教学中的应用,本研究将3D打印技术(PolyJet)引入光弹性实验力学方法的教学中,利用光敏树脂打印制备模型。以光弹性法教学中常用的圆盘模型为例,展示了基于3D打印技术的光弹性模型制备过程,实验结果表明: 3D打印光弹性模型具有工艺残余应力低,成型精度高,制作周期短等优点。本文研究中,以圆盘和圆环模型的对径压缩试验为例,结合相移法和条纹解包裹技术,计算了模型内部的等倾线和等色线分布。通过受压圆盘中心区域条纹级数与其理论解的对应关系,求解了该3D打印模型材料的光弹性应力条纹值。打印制备了含有不同形状孔隙的实验模型,丰富了实验教学内容。将3D打印技术引入光弹性方法的教学过程中,实现了光弹性法从数字光弹模型设计,物理模型制备,光弹性条纹图采集,应力场提取等全过程的展示,可以使学生对光弹性方法、技术有更直观认识和深入的理解,为进一步进行工程结构的测量应用奠定基础。
1 光弹性模型制备
3D打印制备光弹性模型分为数字模型设计和模型打印两个步骤,首先借助三维模型设计软件,如AutoCAD, Solidworks等设计所需的数字模型,然后将设计的三维数字模型导入3D打印机,进行物理模型打印。本实验中,采用AutoCAD软件设计了圆盘和圆环模型,将数字模型以STL文件格式导出,该文件既包含了模型的几何尺寸信息,同时可以与打印机控制软件匹配、对接。我们利用Stratasys公司的3D打印机(型号为Objet Connex500)进行模型的打印,如图1(a)所示。该打印机采用的是光固化成型SLA (stereo lithography appearance) 中的Polyjet打印技术,最大成型体积为50 cm$\times$40 cm$\times$20 cm。该技术通过打印喷头将液态的光敏树脂喷涂到模型设计的区域,紫外线光源随打印喷头移动,保证打印喷头喷涂的液体树脂能够快速固化成型,模型厚度随打印过程逐层增加,最后完成整个模型的打印[18]。该打印机功能丰富,可实现多种材料混合式打印[13],其最小打印厚度为16 $\mu$m,具有较高的成型精度。PolyJet打印技术的打印过程可以参考其公司网页说明(
图1
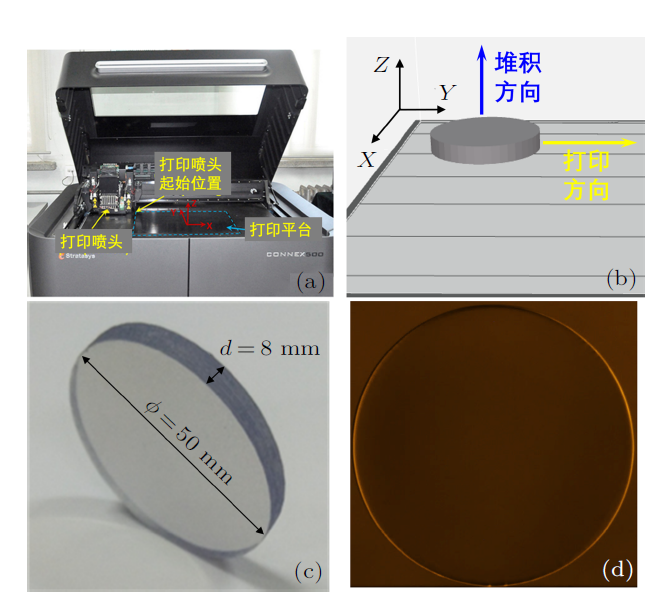
采用Objet Connex500打印机制备圆盘模型如图1(c)所示,所采用的液体光敏树脂材料为RGD Veroclear810,打印圆盘模型质量约为20 g,所需时间约为54 min。模型制作效率远远高于传统光弹性法,因为传统的光弹性模型制备流程需要经历液体配置、模具制备、浇铸固化、脱模、退火等多个环节构成的复杂制造过程,制样周期长、且制作中容易产生气泡,影响制样质量。而基于3D打印机制备模型,整个模型制备过程都在打印机箱遮蔽的平台上进行,既不会对室内环境产生影响,也可以随时观察模型制备进度,这为课堂教学展示提供了便利。为了测量3D打印制备模型中残余应力,将3D打印的圆盘模型放置在以单色钠光灯为光源的圆偏振光暗场光路中(该光路下,光弹条纹直接反映模型内部的应力场),如图1(d)所示,未受载圆盘内部没有明显的光弹性条纹,说明3D打印模型内部的残余应力较小。
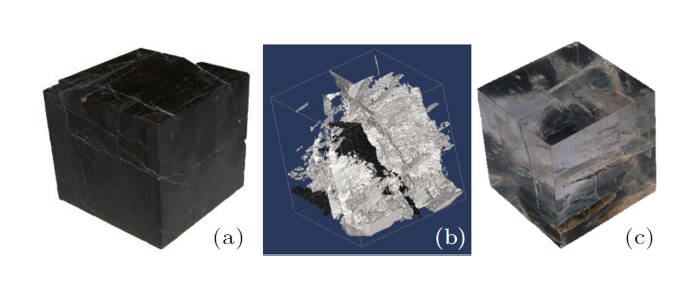
3D打印技术为光弹教学实验提供了模型制备新技术。图2为3D打印制备的内含不同形状孔隙结构的光弹性教学模型,丰富了课堂教学的内容。采用Polyjet3D打印技术制作光弹性模型还可以制备内含复杂非规则结构的三维模型,为了直观展示3D打印制备复杂结构三维光弹性模型的能力,图3(a)$\sim$图3(c)展示了从含有复杂裂隙结构的天然煤岩体到打印与其内部结构一致的光弹模型的过程,首先由CT扫描获取其内部的裂隙结构,然后通过数字图像处理建立其三维数字模型,最后导入3D打印机进行打印,从图3(c)可以看出基于3D打印技术可以制备含缺陷的复杂模型结构,缺陷结构几何形状可以灵活设计、位置可任意调整[12],且一次成型,提升了制样效率。
图2
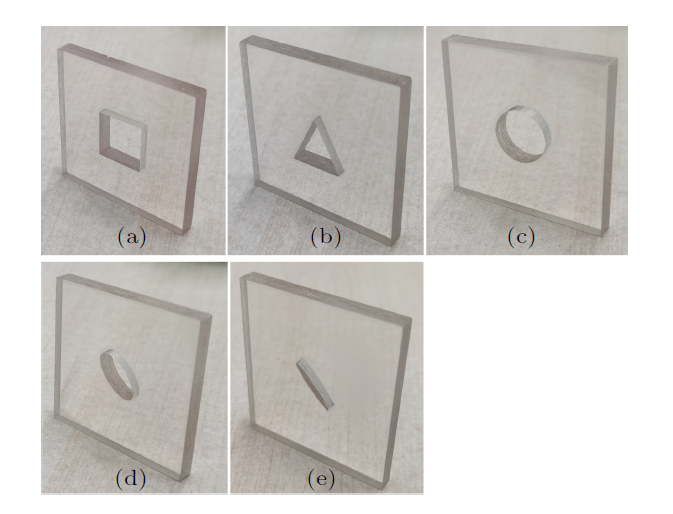
图2
不同结构的光弹性法教学模型,内含(a)正方形,(b)等边三角形,(c)圆形,(d)小曲率椭圆形(长轴:短轴$=$2:1)和(e)大曲率椭圆形(长轴:短轴 = 8:1)结构的教学模型
图3
2 光弹性实验
图4
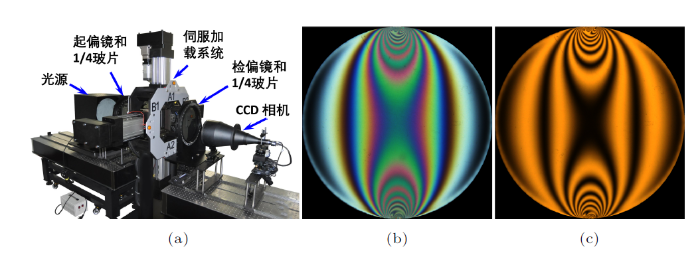
图4
(a) 光弹性条纹测量系统,(b) 对径压缩圆盘(载荷为1500 N)在白光光源的圆偏振光暗场下的光弹条纹图,(c) 对径压缩圆盘(载荷为1500 N)在以单色光光源(钠光灯)的圆偏振光暗场下的光弹条纹图
3 相位求解
圆偏振光暗场条件下的光弹性条纹分布直接反映全场应力的分布,但是根据条纹的分布只能半定量或者定性反映模型内部的应力场。如果要定量计算模型内部全场应力分布,必须求解干涉形成的光弹性条纹对应的等倾线和等色线相位,以及将等色线相位转换为应力场的材料应力条纹值。
3.1 对径受压圆盘内部的等倾线和等色线相位
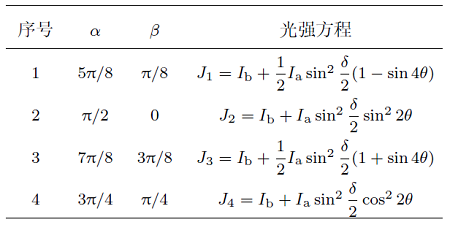
光弹性法常用的相位解包裹有相移法、载波法、RGB法等,其中相移法以其抗干扰能力强和全场快速求解的优势被广泛应用。本文采用四步和六步相移法对模型内部全场等倾线和等色线相位进行求解。
图5

图5
(a)和(b) 四步和六步相移法光路设计图,(c)四步相移法使用的4幅彩色条纹图,(d)六步相移法使用的6幅单色条纹图,(e) 等倾线相位图,(f) 包裹等色线相位图,(g)等色线相位图

3.2 对径受压圆环内部等倾线和等色线
图6

图7

3.3 材料条纹值
根据光弹性应力-光学定律,等色线相位和主应力差的对应关系可以表示为
其中$\sigma_{1}$和$\sigma_{2}$为第一和第二主应力分量,$\delta $为等色线相位,$d$为模型厚度,$f$为材料条纹值。材料条纹值是连接应力场和等色线相位的关键参数,条纹值确定后,根据方程(5),可将等色线相位直接转换为主应力差的分布。
光弹性法中材料条纹值是基于对径受压圆盘内部局部区域的理论解与等色线相位或条纹级数的对应关系进行计算的。对径受压圆盘内部应力分量的理论解[27]为
其中$r$和$d$分别为圆盘的半径和厚度,$P$为施加的压缩载荷。基于方程(5)$\sim$(6),主应力差可表示
即
方程(8)中,等色线相位$\delta$可由3.1节所述方法计算,应力分量表示的主应力差可由对径受压圆盘的理论解求得。因为对径受压圆盘加载端应力高度集中,条纹比较密集,等色线相位计算误差比较大,所以本文采用如图8所示的区域(灰色区域为510$\times$440像素,整个圆盘为890$\times$900像素)作为条纹值计算区域[28-29]。将图8灰色区域中的等色线相位和对应位置主应力差的理论解代入到方程(8)中,得到该区域中510$\times$440个条纹值,然后对这些条纹值进行最小二乘拟合,最后得到条纹值大小为36.01 N/mm/条。基于方程(5),可将模型内部的光弹性等色线相位直接转换为主应力差分布,其分布趋势与等色线相位一致。
图8

4 结论
本文将3D打印技术制备光弹性模型的方法引入教学过程中,实现了光弹性法从数字模型设计,物理模型制备,光弹性条纹图采集,应力场提取等全过程的教学与展示,丰富了光弹性法的教学内容。主要结论如下。
(1) 采用以光敏树脂为原材料的3D打印技术(Polyjet)制备光弹性实验教学模型,并以圆盘模型为例,展示了3D打印光弹性模型的制备过程,验证了模型较低的初始残余应力和良好的光弹性效应,实验结果表明3D打印技术的应用,极大地简化了光弹性模型的制备过程,降低了模型的初始残余应力,提升了含复杂结构教学模型的制备能力,丰富了光弹性实验的教学模型。
(2) 获得了光弹性法教学中常用的3D打印圆盘和圆环模型内部的光弹性条纹图,并采用相移法和解包裹技术,计算了模型内部的等倾线和等色线相位,通过对径压缩圆盘中心区域的条纹级数分布,计算了所用3D打印材料的条纹值。
(3) 通过本文实验,可以使学生了解先进的3D打印制样技术,加深对光弹性方法测试理论的理解、认识;培养光弹性法测量应力的基本实验能力,为学生进一步应用该方法解决工程问题奠定基础。
参考文献
力学虚拟实验系统及其在实验力学教学中的作用
Virtual experimental system and its application to the teaching of experimental mechanics
光弹性实验教学中的几项改进措施
Some reformations for experimental teaching of photo-electicity
Photoelasticity: The Selected Scientific Papers of MM Frocht
Digital Photoelasticity: Advanced Techniques and Applications
环氧树脂真空浇注工艺过程及注意事项
Resin vacuum cast process and its points for attention
应用光弹性法分析扁挤压筒应力
Stress analysis of flat extrusion container by photoelastic method
光弹性模型的真空浇注工艺
Novel fabrication technique of photoelastic model by vacuum casting
Fusion of digital photoelasticity rapid prototyping and rapid tooling technologies
Quantification of hidden whole-field stress inside porous geomaterials via three-dimensional printing and photoelastic testing methods
Quantitative visualization of the continuous whole-field stress evolution in complex pore structures using photoelastic testing and 3D printing methods
Visualization of the three-dimensional structure and stress field of aggregated concrete materials through 3D printing and frozen-stress techniques
Photoelastic stress response of complex 3D-printed particle shapes
Options for additive rapid prototyping methods (3D printing) in MEMS technology
Simultaneous observation of phase-stepped images for automated photoelasticity
Digitally whole-field analysis of isoclinic parameter in photoelasticity by four-step color phase-shifting technique
Whole field evaluation of stress components in digital photoelasticity-issues, implementation and application
Experimental characterization of interlaminar shear failure in sandwich structures under three-point bending
Experimental study on interfacial shear transfer in partially-debonded aluminum/epoxy joint
Branch cutting algorithm for unwrapping photoelastic phase map with isotropic point
Adaptive quality guided phase unwrapping algorithm for whole-field digital photoelastic parameter estimation of complex models
Digital photoelasticity-a comprehensive review
Estimation of the tensile elastic modulus using Brazilian disc by applying diametrically opposed concentrated loads
使用全场数据确定光弹材料条纹值的方法
Evaluation of material fringe value using whole field data in photoelasticity

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}